Multivariable Centralized Control and MPC
Advanced Modeling and Control
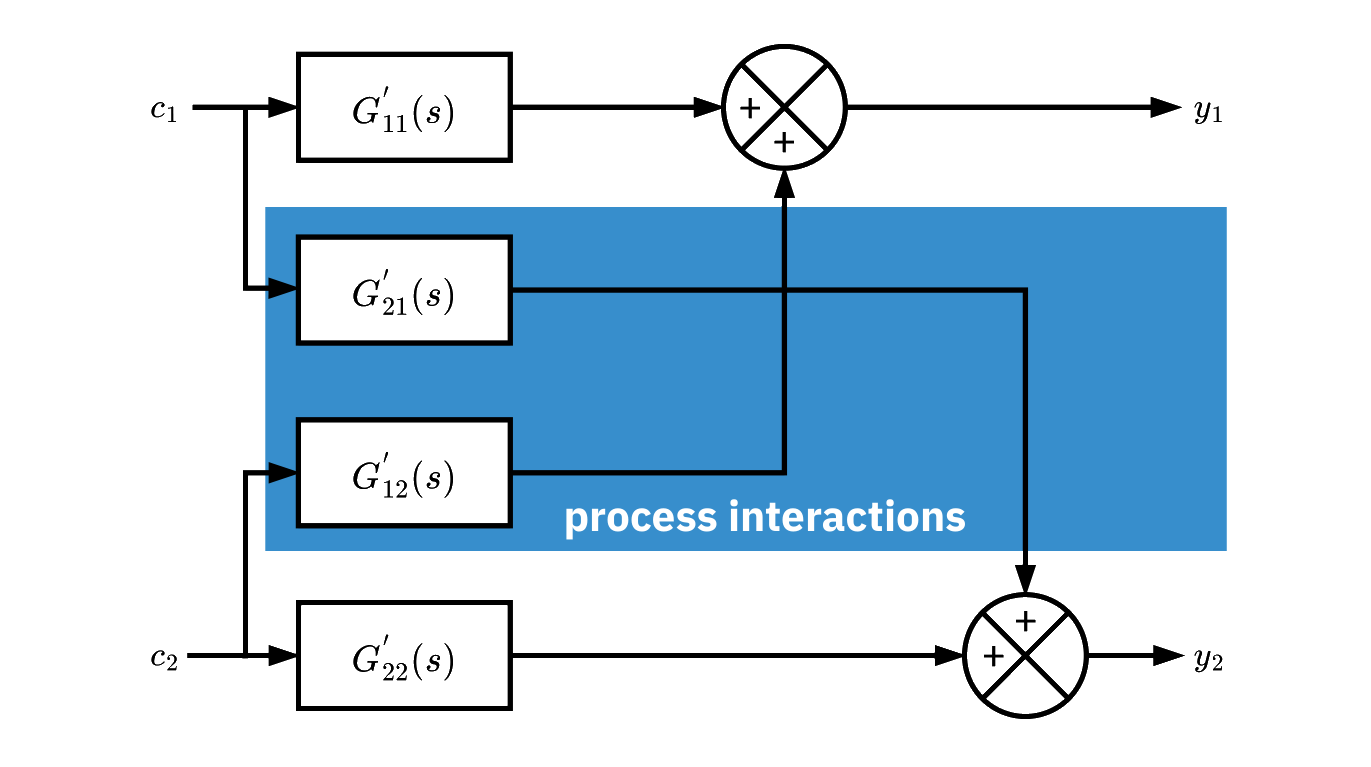
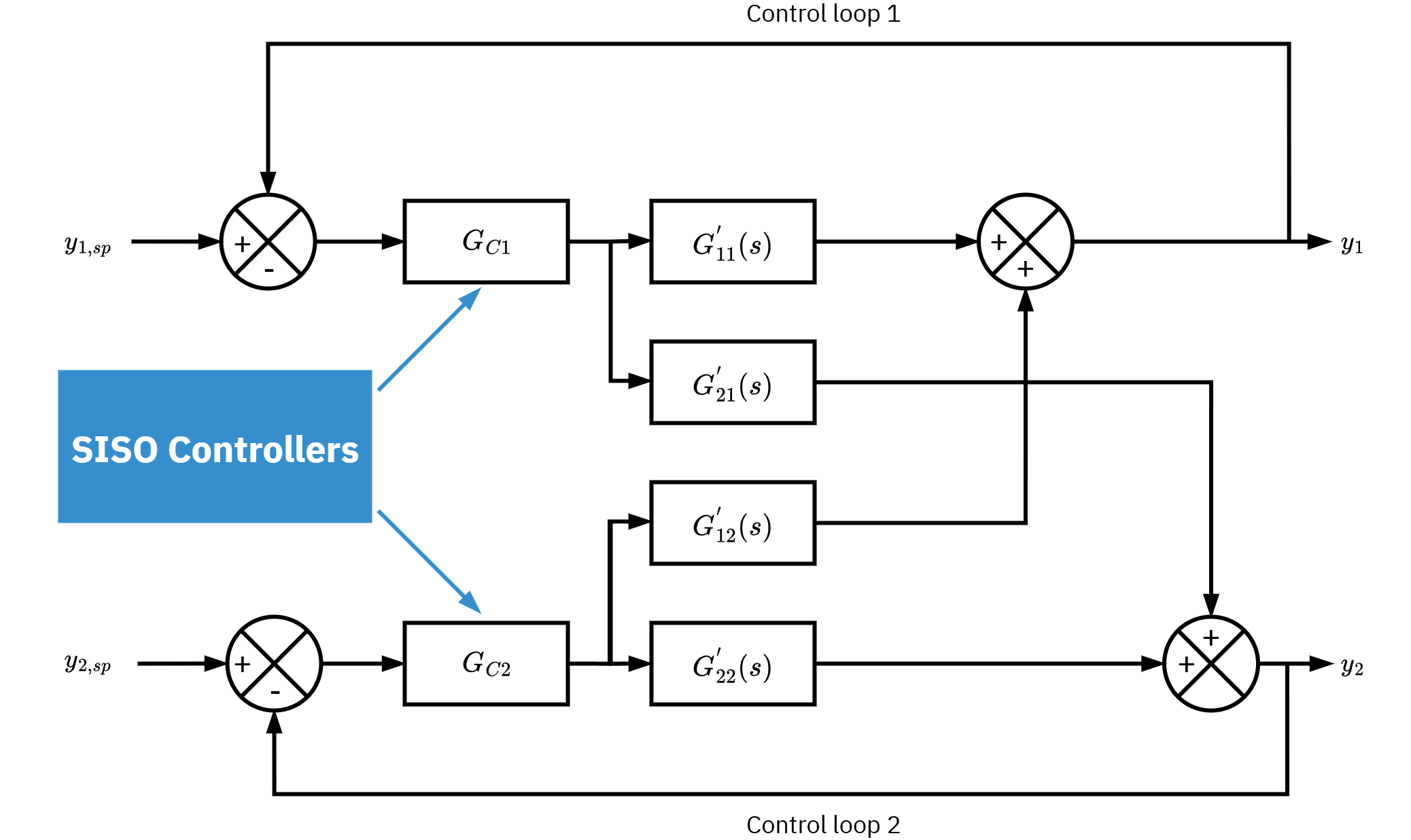
2x2 MIMO process system
- Inputs: c_1, c_2. Outputs: y_1, y_2.
- Plant ransfer function matrix
\mathbf{G}=\begin{bmatrix}
G'_{11} & G'_{12} \\
G'_{21} & G'_{22}
\end{bmatrix}
- G'_{12} is the transfer from c_2 to y_1.
- Interactions: a change in c_1 or c_2 affects both outputs.
- Cross terms G'_{12} and G'_{21} create loop coupling.
- Interactions can limit decentralized control performance.
- Decoupler can be used to reduce the coupling effect
- Model predictive control (MPC)
Decoupling controller
A decoupling controller (decoupler) can be added to decentralized control
to reduce process interactions
Types of decoupling systems:
Partial decoupling (one-way):
Cancels the interaction in one direction
Most common in practice
Complete decoupling (two-way):
Cancels interactions in both directions
Useful for severe interactions but often requires very high control action
Leads to increased valve wear and tear
A one-way decoupler is typically designed for a pair of control loops to
cancel the interaction from one loop to the other
Two decouplers can be used for the same pair of loops to cancel interactions
in both directions
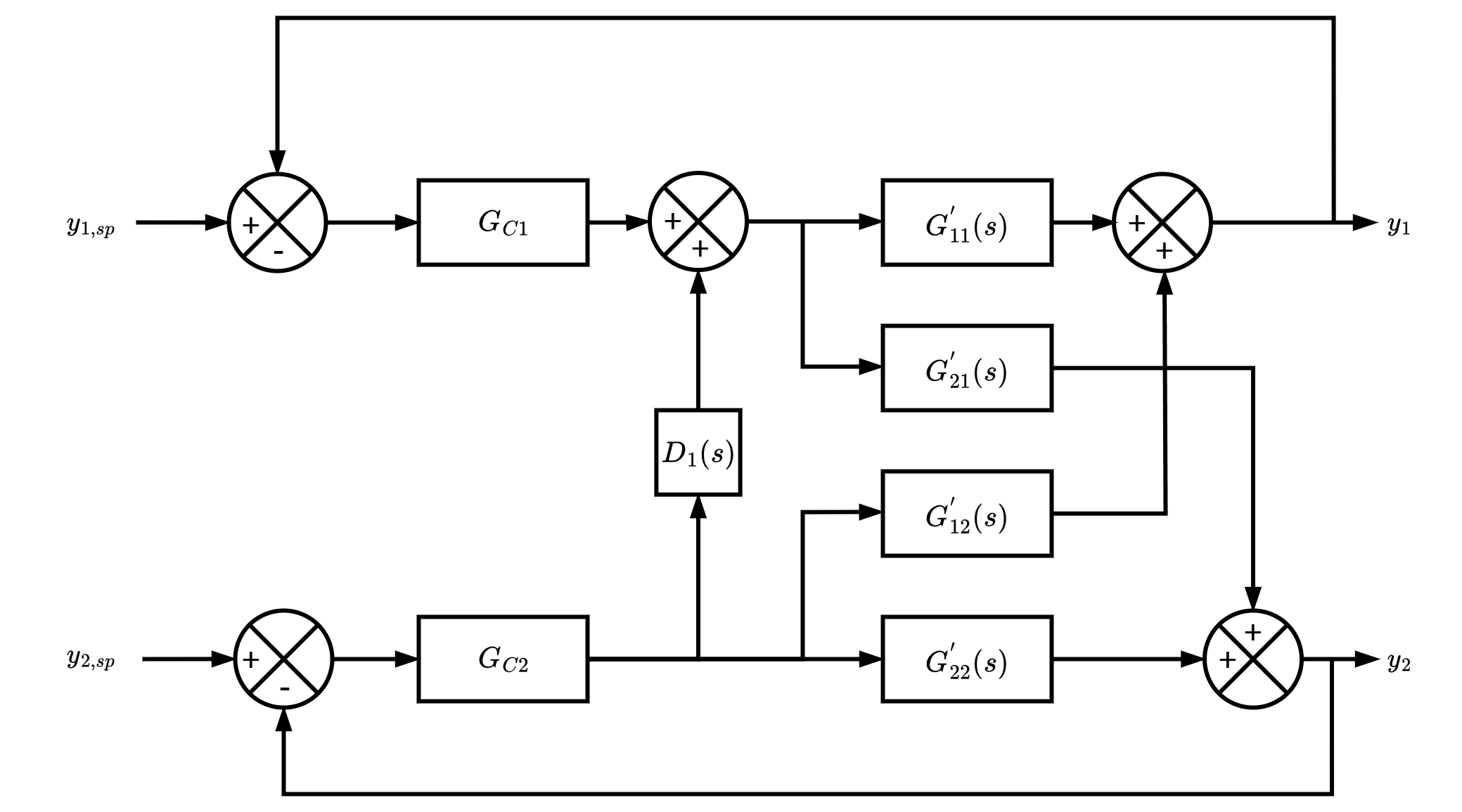
One way decoupler
- Assume perfect cancellation of coupling effect from loop 2 to loop 1
U_2 D_{12} G_{11} + U_2 G_{12} = 0
\therefore \; D_{12} = - \frac{G_{12}}{G_{11}}
- General equation for decoupler D_{ij}
D_{ij} = - \frac{G_{ij}}{G_{ii}}
- D_{ij} is used to remove the coupling effect from loop j to loop i
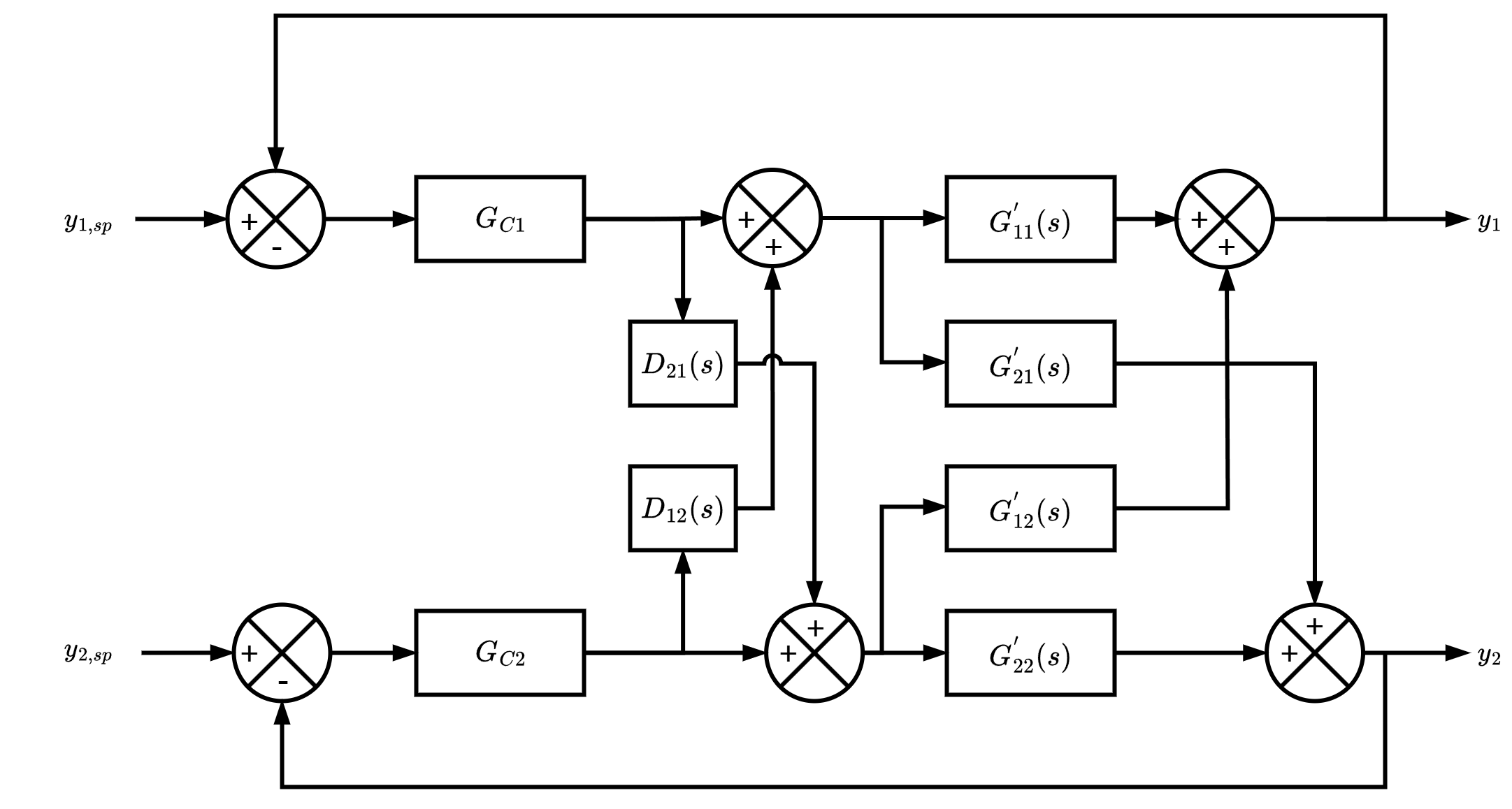
Two way decoupler
![]()
For an n \times n MIMO system, n(n-1) decouplers are required in a complete decoupling system
Complete decoupling is often not practical for large MIMO systems
Partial decoupling is more commonly adopted
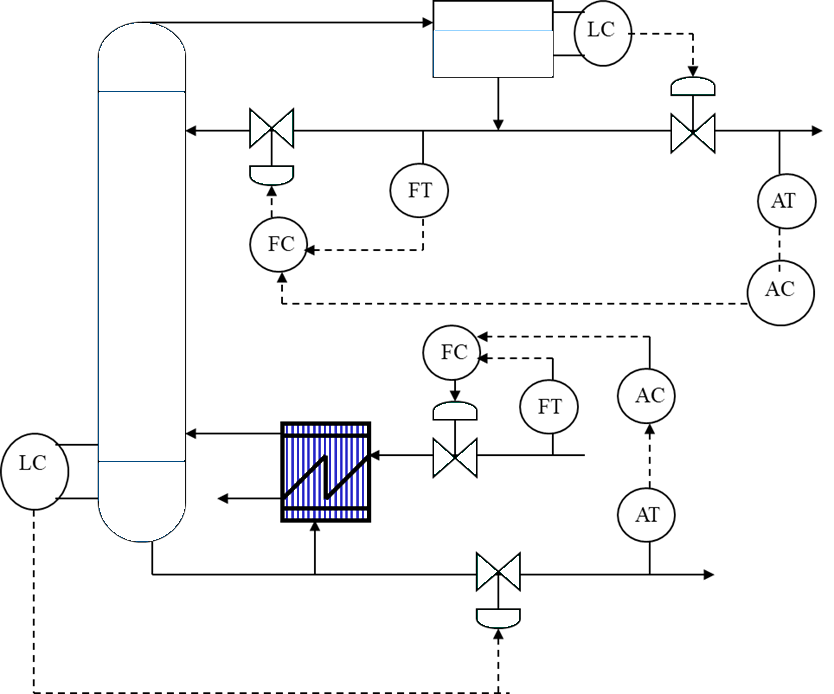
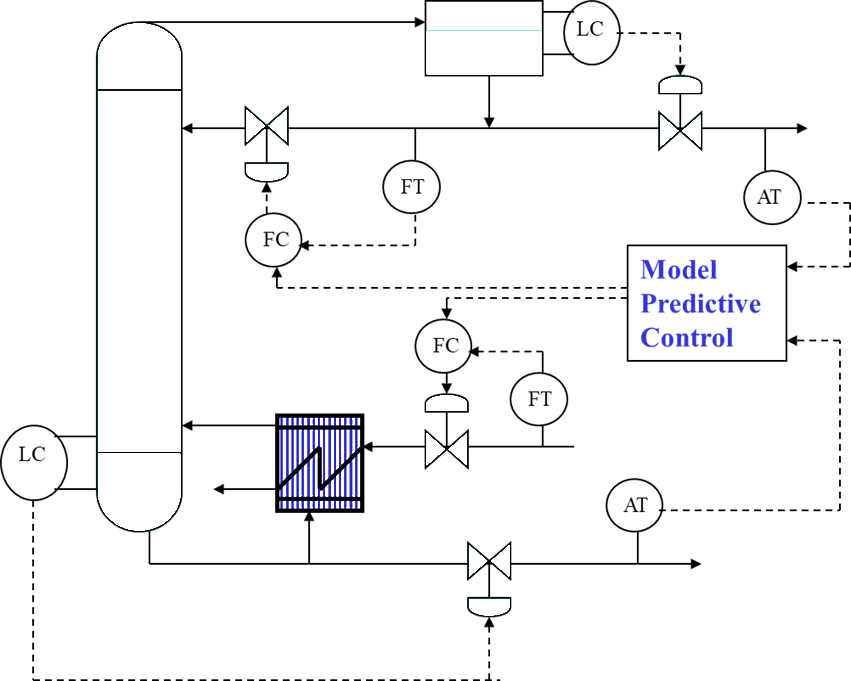
Multi-loop controllers for distillation column
- A common application of multi-loop control is the control of a distillation column
- There are 4 controlled variables:
- Liquid level in reflux drum
- Liquid level at the bottom of the column
- Top composition
- Bottom composition
- This forms a 4 \times 4 decentralized control system
- Each loop employs an individual PID-type controller
Multivariable control (MPC)
For weak interactions and loose constraints, a simpler multi-loop PID
approach is often sufficient
Fast, lightly coupled units can run well with well-tuned SISO loops
In MIMO systems with strong interactions, multi-loop coordination becomes complex
Multivariable Predictive Control (MPC)
- Uses a process model to predict future behavior and choose control moves
over a short horizon
- The controller optimizes, applies the first move, then repeats at the next
sample
Compared with multi-loop PID, MPC considers all inputs and outputs together
and accounts for interactions
MPC enforces constraints on actuators and process variables explicitly
MPC looks ahead in time rather than reacting loop by loop
Advantages
- Better coordination when loops are strongly coupled
- Safer, more efficient operation under tight constraints
- Improved performance on processes with delays and slow dynamics
Multivariable controllers for distillation column
- Replace the two SISO composition controllers with a single multivariable controller (MPC)
- MPC reduces the negative effects of loop couplings between top and bottom compositions
- Loop couplings are a major limitation to achievable control performance
- Mixed control strategy:
- MPC for composition loops
- PID controllers for level loops
- Keep level controllers as SISO since interactions between level loops are relatively small
Multi-loop control block diagram
![]()
Multivariable controller block diagram
![]()
Model Predictive Control (MPC)
Overview
- Widely used multivariable control approach in process industry
- often considered the gold standard for coordinating interacting loops
- Handles soft and hard constraints on inputs and outputs
- Conventional PID cannot enforce constraints explicitly
- Can operate close to economic or safety limits without violating constraints
- Several industrial variants exist; dynamic matrix control (DMC) is the most common lineage
Advantages
- Provides decoupling to reduce effects of process interactions
- Enables feedforward compensation for measured disturbances
- Can address process nonlinearity when a nonlinear model is used
- Enforces constraints directly on variables and move rates
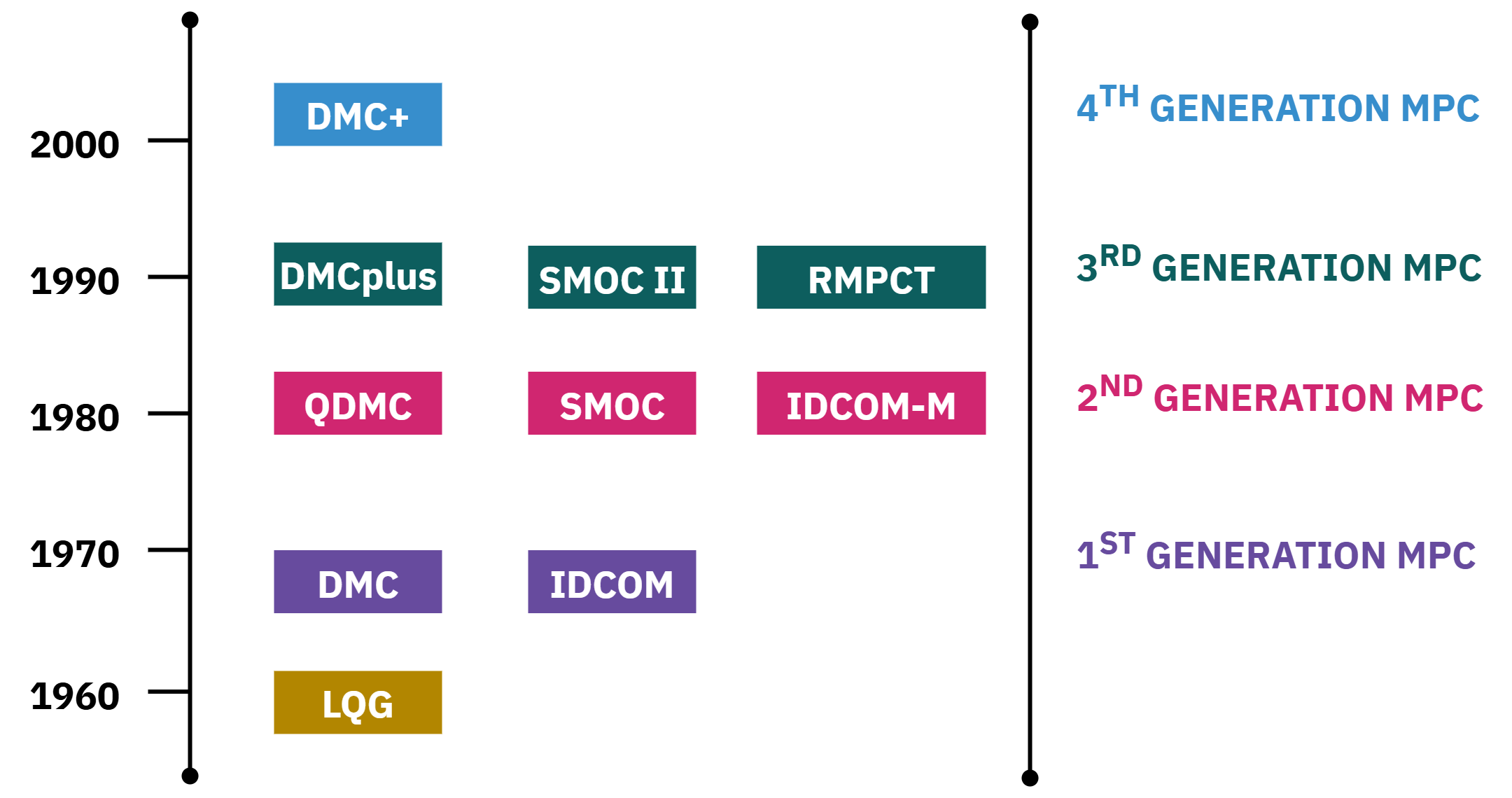
Genealogy of linear MPC algorithms
![]()
MPC emerged in the late 1970s and early 1980s, evolving from Linear Quadratic Gaussian (LQG) control introduced by Kalman in the 1960s
MPC performs prediction within a finite time horizon, unlike LQG which assumes infinite horizon and unconstrained optimization
- 1st generation (1970s)
- DMC: dynamic matrix control Shell implementations
- IDCOM: Texas Instruments multivariable controller
- 2nd generation (1980s)
- QDMC: quadratic dmc shell
- SMOC: setpoint multivariable optimal control
- IDCOM-M: multivariable extension
- 3rd generation (1990s)
- DMCPLUS: AspenTech commercial successor
- RMPCT: Honeywell robust MPC
- SMOC-II: Shell evolution
- 4th generation (2000s and onward)
- DMC+ enhanced commercial variants
Dynamic Matrix Control (DMC)
- Developed by Shell Oil engineers and first applied in 1973
- Based on a linear step response model of the plant
- Uses a quadratic performance objective over a finite prediction horizon
- Computes future control actions so the controlled variables follow setpoints as closely as possible
- Became the first widely adopted form of model predictive control in the process industry
Discrete-Time Step Response Model (DTSRM)
- Dynamic Matrix Control (DMC) requires a dynamic model of the process
- DTSRM is the model structure used in DMC
- Provides the basis for calculating optimal control actions
- Equivalent to the transfer function model G_p used in conventional control
- Captures the effect of manipulated variables (MV) on controlled variables (CV)
- Offers the same process information as G_p but expressed in step response form
DTSRM developed from FOPDT
G_p(s) = \frac{y(s)}{u(s)} = \frac{\exp(-s)}{s+1},
\quad K_p = 1, \, \tau_p = 1, \, \theta_p = 1
- Apply a unit step change in input
\Delta u(s) = \frac{1}{s} \quad \text{at } t = t_0
- Choose a fixed sampling time, e.g. T_s = 1
- From the step test, derive DTSRM coefficients
a_i = \frac{y'(i)}{\Delta u(t_0)},
\quad y'(i) = y(i) - y(0)
\tag{1}
- A set of coefficients a_i for i = 0, 1, 2, \dots, n defines the DTSRM
Example: DTSRM
| 0 |
0 |
1 |
0.00 |
0.00 |
| 1 |
1 |
0 |
0.00 |
0.00 |
| 2 |
2 |
0 |
0.63 |
0.63 |
| 3 |
3 |
0 |
0.87 |
0.87 |
| 4 |
4 |
0 |
0.95 |
0.95 |
| 5 |
5 |
0 |
0.98 |
0.98 |
| 6 |
6 |
0 |
0.99 |
0.99 |
| 7 |
7 |
0 |
1.00 |
1.00 |
| 8 |
8 |
0 |
1.00 |
1.00 |
- Input step change at t = 0 by 1 unit
- Only one input change is applied at t = 0
- Several input changes could be applied at different t values
- A set of coefficients a_i for i = 0, 1, \dots, 8 is calculated
- n is chosen so that the process reaches a new steady state
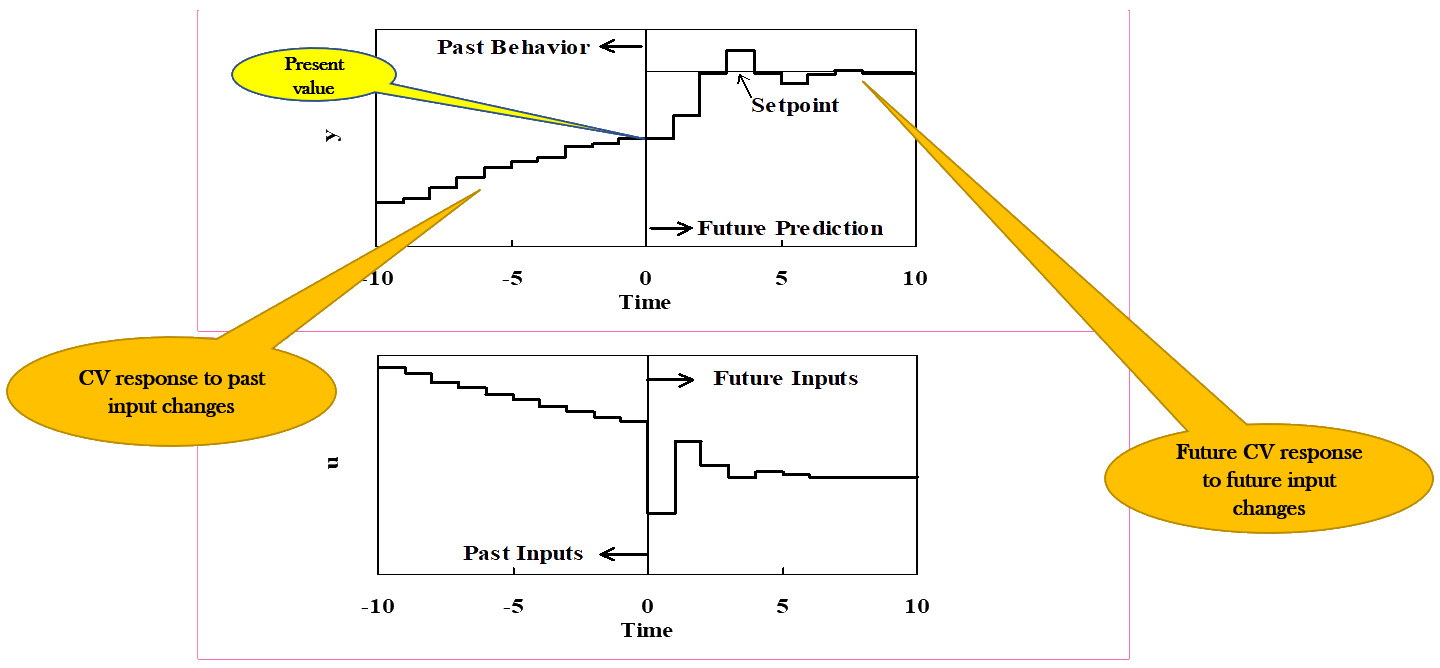
Moving horizon algorithm
![]()
Moving horizon algorithm
Future manipulated variable (MV) values are chosen to regulate the controlled variable (CV) to its setpoint using the DTSRM and past input history
After each control interval, the present CV value and the last MV change \Delta u(t) are measured
The controller recalculates a new sequence of MV values into the future to meet the control objective
Only the first move from the optimized sequence is implemented
- At the next interval, the horizon shifts forward and the optimization is repeated
Prediction vector y^P
- So far, we assumed that y(t_0) is at steady state and MV changes occur only for t > t_0
- In practice, this assumption is unrealistic since MV changes for t < t_0 are likely to exist
- The effect of past input changes \Delta u(t) for t < t_0 must be included to predict future CV behavior
- The prediction vector y^P represents the effect of previous MV changes on CV for t > t_0
- If no future MV changes are applied (\Delta u(t) = 0 for t > t_0), y^P captures the continuing response of the CV
Prediction vector y^P
- Assume the model horizon m time steps, so that an input change has reached steady state
- Using Eqn. (4), the prediction vector at t = t_1 is
\begin{aligned}
y^P(t_1) = \; & y(t_{-m}) + a_m \Delta u(t_{-m}) + a_m \Delta u(t_{-m+1}) \\
& + a_{m-1}\Delta u(t_{-m+2}) + \dots + a_2 \Delta u(t_{-1})
\end{aligned}
\tag{5}
- Notes:
- a_{-m} = a_m, \; a_{-m+1} = a_{m+1}, \dots
- a_{m+j} = a_m for j = 1, 2, 3, \dots once the steady state is reached
- Negative subscripts indicate sampling intervals before t_0
- General form:
y^P(t_1) = y_{-m} + \sum_{i=-m}^{-1} a_i \Delta u(t_{m-i})
Prediction values of y(t) for t > t_0
- Future CV values are predicted by combining effects of:
- Past input movements (prediction vector y^P)
- Future input movements (\Delta u)
\tilde{y} = y^P + A \Delta u
\therefore \; \tilde{y} = y(t_{-m}) + A^P \Delta u^P + A \Delta u
- Accuracy of predictions depends on:
- Errors in identifying DTSRM coefficients
- Unmeasured disturbances
- Nonlinear process behavior
- Lack of steady-state behavior at t = t_{-m}
Reducing Effects of Process/Model Mismatch
Reliability of MPC requires that the deviation of the model from the actual process is small
- Large mismatch can degrade control performance
The error between measured y(t_0) and predicted y^P(t_0) can be used to correct predictions
Recall equation (6):
\tilde{y} = y^P + A \Delta u
Prediction error:
\varepsilon = y^P(t_0) - y(t_0)
Corrected model:
y = y^P + A \Delta u + \phi^T
Error vector:
\phi = [\varepsilon, \varepsilon, \varepsilon, \dots, \varepsilon]
Number of rows of \phi^T matches the dimension of y
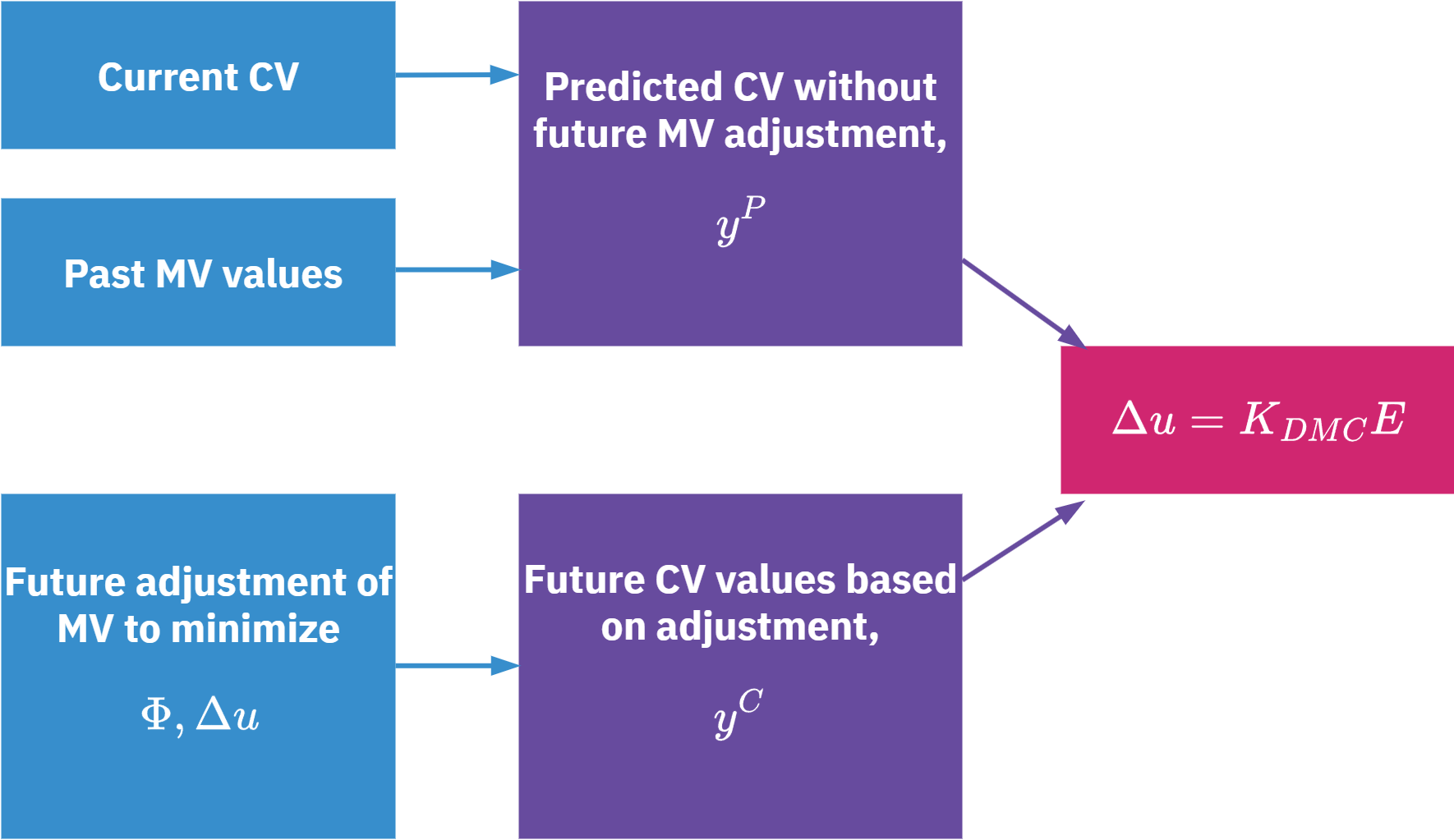
DMC Control Law
- DMC control law is based on minimizing the error from setpoint E
- The objective function \Phi is the sum of the squared errors from setpoint over the prediction horizon n
\Phi = \sum_{i=1}^n \bigl[y_{sp} - y(t_i)\bigr]^2
Error term:
E(t_i) = y_{sp} - y^P(t_i) - \varepsilon
So,
\Phi = \sum \bigl[E(t_i) - y^c(t_i)\bigr]^2
Taking derivative:
\frac{\partial \Phi}{\partial \Delta u} = A^T \bigl(A \Delta u - E \bigr) = 0
Hence the control law:
\Delta u = K_{DMC} E
where
K_{DMC} = \bigl(A^T A \bigr)^{-1} A^T
DMC computations
![]()
Move Suppression Factor Q
Basic DMC can be very aggressive
- Focuses on minimizing deviation from setpoint
- Ignores large changes in MV levels
This causes sharp changes in MV, which is undesirable
Solution: Add a move suppression term
- Introduce diagonal matrix Q^2 into the control law
- Penalizes rapid MV adjustments
Effect of q
- Larger q → more penalty on \Delta u
- Leads to smoother, less aggressive control actions
Control law with suppression:
\Delta u = (A^T A + Q^2)^{-1} A^T E
Suppression matrix:
Q =
\begin{bmatrix}
q & 0 & 0 & \dots & 0 \\
0 & q & 0 & \dots & 0 \\
0 & 0 & q & \dots & 0 \\
\vdots & \vdots & \vdots & \ddots & \vdots \\
0 & 0 & 0 & \dots & q
\end{bmatrix}
Summary
Decouplers reduce control-loop interactions and improve performance
Two common industrial control architectures:
- Decentralized (multi-loop)
- Centralized (multivariable)
Model Predictive Control (MPC) is the most widely used multivariable controller in process industries
One of the most common MPC variants is Dynamic Matrix Control (DMC)
MPC requires a process model and an optimizer
Advantages of MPC
- Handles constraints explicitly
- Provides feedforward compensation for disturbances
- Manages process interactions effectively
- Can incorporate nonlinear models if needed
Optimal control actions are computed as
\Delta u = K_{DMC} E